卫浴五金通常为黄铜、不锈钢或锌合金基体,其PVD处理是一个系统工程,前处理至关重要,决定了最终成品70%的质量。
完整流程如下:
基底制造与检验:
前处理(核心环节):
PVD镀膜(核心工艺):
上架: 将工件精心装挂在专用的PVD炉架上,确保每个表面都能被均匀轰击和沉积。
进炉抽真空: 将炉架送入真空腔体,抽至高真空(如10⁻³ Pa量级)。
离子清洗: 通入氩气(Ar),施加偏压,产生氩离子等离子体,对工件表面进行轰击清洗。这一步能去除微观污染物和氧化层,是提高膜层附着力的关键。
PVD沉积:
反应气体沉积: 在沉积过程中,通入氮气(N₂)、乙炔(C₂H₂)、氧气(O₂)等反应气体,与金属靶材(如Ti, Zr, Cr)离子反应生成化合物,从而获得不同颜色。
后处理:
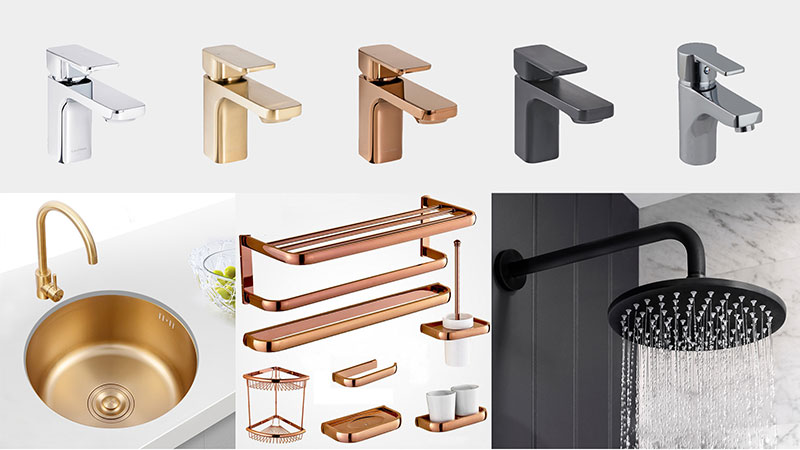
常见颜色与工艺配方